-
河北中通铁路配件有限公司
主营:邯郸市永年区中通电力金有限公司

河北中通铁路配件有限公司
主营:邯郸市永年区中通电力金有限公司 9
9
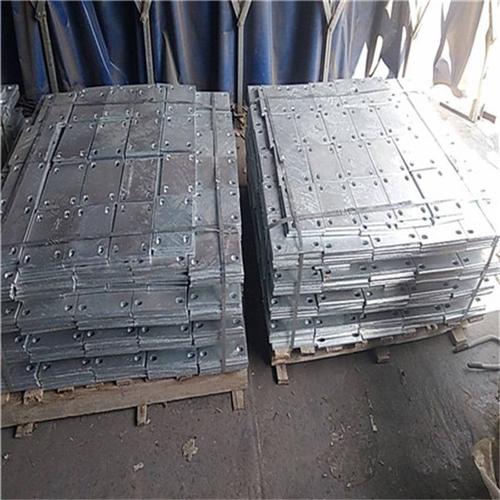
目前大多采用的多元共渗元素为锌、 铝元素,多元合金共渗工艺使所渗金属元素与基体金属常发生反应而形成化合物相,使渗层与基体结合牢固,其结合强度是电镀、热镀锌工艺难以比拟的。
表面粗糙度3.2铣削类型数控铣打样周期4-7天
加工周期8-15天年剩余加工能力800(件)年较大加工能力8000(件)
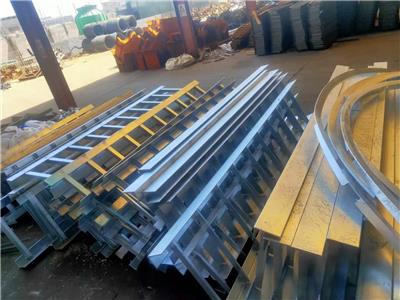
高铁预埋件支座板是高铁施工建筑中所用到的预埋件,配合接地端子,连接线使用,较大直径可以达到300mm,较大长度500mm。
采用“多元合金共渗+封闭层”及“多元合金共渗+达克罗+封闭层”**技术,有效解决多元合金共渗产品表观不良、碰伤、擦伤、表面磨损、几何尺寸不规范和渗层不均匀的现象。 多元合金共渗+ 达克罗 +封闭层----多 元合金共渗是将工件置于含至少两种欲渗元素的渗剂中,经过一次加热扩散过程,使多种元素渗入工件表面的化学热处理过程